In Stock and Custom Order Handpans for sale
History and Overview of Nitriding
Nitriding is a process of applying nitrogen to metal for the purpose of strengthening and enhancing the metal in various ways. It is a chemical process that creates nitride compounds, which have a fixed oxidation state. This fixed state helps prevent metals from breaking down or corroding. The three main types of nitriding are gas, salt bath, and plasma. There are various forms and methods of each of these processes. Before nitriding was discovered, a method called carburizing was used (and still is today). Carburizing is a similar process for similar goals but using carbon instead of nitrogen. Borrowing ideas from this process, gas nitriding was the first nitriding process invented by Adolph Machlet, who worked at the American Gas Company in Elizabeth, New Jersey, USA. Simultaneously though independently, Dr. Adolph Fry of Krupp Steel Works in Essen, Germany, also discovered the abilities of nitrogen to affect metal, however he did not use additional hydrogen in his nitriding process. More than a century of researchers, experimenters, and industry leaders have created the myriad of nitriding processes practiced today, each further nuanced for the individual purposes of their products.
Purpose of Nitriding Handpans and Pantam Instruments
Nitriding is valuable for several purposes. It strengthens metal rigidity and can increase metal resistance to corrosion, wear, and damage. These enhanced qualities of metals are sought primarily for heavy duty manufacturing equipment and products. However, these qualities are also beneficial for musical tuned steel drums. For handpan drums in particular, the steel is formed into the shape of a bowl. Each note is then shaped and tuned. Steel has “muscle memory” however and can pull itself back toward the pre-formed shape. The nitriding process relaxes the steel’s tensions from being shaped and prevents it from shifting away further. The increased resistance to rust that nitriding can provide is greatly valued because handpan drums are prone to corrosion particularly from the sweat and oil of a player’s hands as well as from the environment. After steel pan builders had explored chroming and powder coating, nitriding was in hind sight an obvious next option to explore to enhance metal quality and rust resistance. A side effect of nitriding in particular however is its unique effect on the sound. Nitriding essentially stiffens the metal from vibrating with higher frequency sound waves, which can also have an effect on the sustain of the drum. The more deeply or densely the metal is nitrided, the larger the range of frequencies that are muted and the less sustain the drum produces. The less deeply and densely a drum is nitrided, the higher the sound frequency vibrations that are allowed to vibrate and the longer it will sustain given the inherent characteristics of the raw steel. After much exploration of the various nitriding processes as well as several other metal enhancing treatments, most handpan builders seem to prefer either plasma (ion) nitriding or gas nitriding. Of the two, plasma nitriding seems to result in a “brighter” sound quality due to less effect on the higher frequencies and sustain. Gas nitriding is overwhelmingly more popular. Perhaps this is due to accessibility and cost as much as the stiffening and muffling results of the process on the sound of a handpan drum.
Gas Nitriding Recipes for Handpans and Pantam
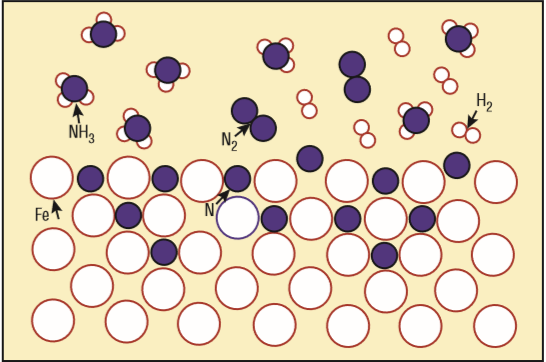
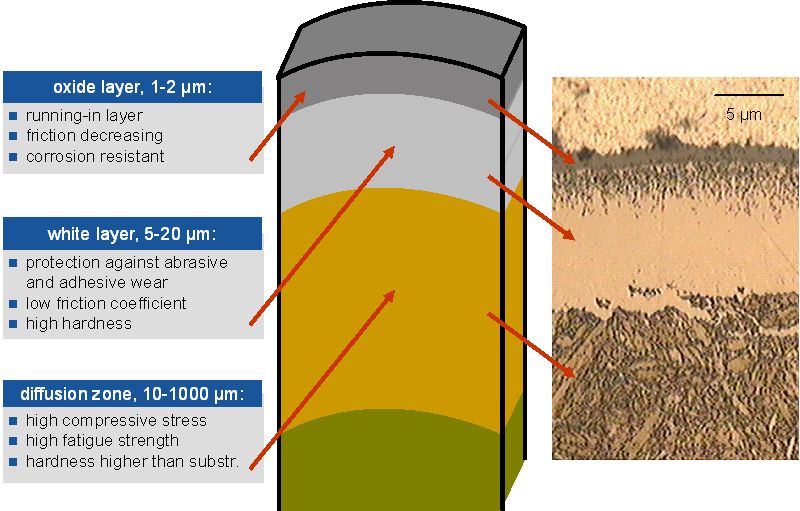
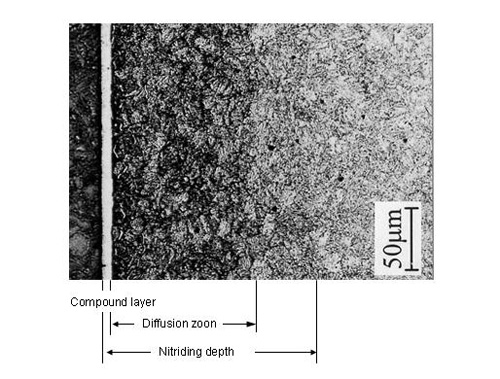
While there are several distinct methods of gas nitriding, they generally involve arranging the metal to be nitrided in a furnace, which is heated between 490° – 580°C for 2 – 100+ hours depending on desired results. Then a combination of gases might be introduced with anhydrous ammonia being one of the most popular. At the high temperature, the nitrogen breaks apart from the hydrogen and then absorbs into the surface of the metal creating nitrides and thus the nitrided effect. The nitrides (measured in nitride “needles” or “crystals”) set into the metal in layers. From outside to inside, these layers include the compound zone (a white, brittle layer on the surface), the diffusion zone (of formed nitrides), the transition zone (from diffusion to core), and the core layer of metal. How deeply and densely the nitrogen absorbs into the surface can be affected by temperature and duration during the nitriding process, the gas flow rate, cool down time, preheating and post-heating of the metal, and especially the chemical composition of the metal alloy being nitrided. A desired destination is a some what inherently elusive goal based on previous testing with similar material and the same furnace.
Effect of Nitriding on Handpans
In the world of handpans, too much of a nitrided layer can restrict the sound wave frequencies too much and muffle the musical quality. The drum will sound more like a marimba. Too little of a nitrided layer can allow unwanted higher sound frequencies to be heard as well as offer little to no rust prevention. Too little nitriding can also be lost if the drum is polished, which will negate any anti-corrosion effects of the nitriding. Other factors can also influence the results of nitriding such as furnace chamber pressure, metal surface cleanliness, and especially variations in the molecular composition of the individual pieces of metal being nitrided. As a result, these kinds of factors must be accounted for during the entire nitriding process to achieve desired results. With the controllable and uncontrollable influences of these countless variations during the entire process of nitriding, it is virtually impossible to measure the same nitrided effects within a single batch. It also very difficult to achieve the exact same results twice while using the same methods. This is because no 2 pieces of steel are created exactly the same. The alloy deviates from any given section of a steel sheet to the next at the microscopic level. Deviations of Carbon, Silicon and Manganese can significantly influence the efficiency of the nitriding process. It is very common for example for the Carbon content to deviate greatly within the same classification of steel. In the USA, low carbon steel is often called “1008”. This means that the average amount of carbon has been tested to be less than 0.1% carbon. After dozens of batches of steel, we have seen a range from 0.03% – 0.08% carbon in each batch of steel we have purchased. The carbon content typically deviates with every batch along with the other elements within the alloy. Consider for a moment that this is 166% deviation from the lowest to the highest percentage of carbon.
Additionally, the direction of gas flow in the furnace can influence the degree of nitriding from one side of any nitrided item to the other side. Depending on the age and quality of the furnace, parts closest to the influx of gas into the furnace will often be more nitrided than parts furthest away from the influx of gas into the furnace. Along with deviations in the raw steel material, these deviations in the nitriding are major influences on why each handpan is truly a unique one of a kind drum. Many builders feel that it is indeed both a blessing and a curse.
History of Nitriding Hang, Handpan and Pantam Drums
Felix Rohner and Sabina Scharer of PANArt in Bern, Switzerland, have published multiple academic papers on their work in developing the Hang ®. In 2000 they wrote a paper called “Hardening Steel by Nitriding” about their experiences using gas nitriding during production of the Hang ®. In this article they included scientific details of the process and results of gas nitriding, which can also be found in previously published academic articles by other authors. They also included the varied and nuanced factors they explored, including source metals, different temperatures and duration times they experimented with using, and their pre and post treatment of the metal shells they were nitriding. While they acknowledge that “the precise chemistry is a little unclear,” the results of their experiments were “instruments with improved durability where the new foundation material offers better inherent corrosion protection, and the desirable qualities of higher than usual tensile strength and yield point.”
Handpan and Pantam drum builders around the globe have also shared their experimentation with nitriding processes as each has used methods and materials available to them and then further adapted their process for their own steel quality and sound preferences. The knowledge amassed from every builder that has shared their experiences is as diverse as the drums themselves. This diversity has contributed not only to progress and growth in the handpan art form, but also to the global social community and camaraderie that many handpan builders and enthusiasts both share. This has been quite contrary to many nitriding facilities that sometimes consider their specific recipes to be somewhat proprietary and don’t want to share the recipe even with the customer. As one might imagine, this can make it difficult as well as very expensive to determine an ideal recipe with a company that does not want to collaborate on developing a product specific recipe. At least one company, Nitrex, has been exploring the process of nitriding handpans however.
Variables in a Nitriding Recipe
Temperature and Time
Lets consider for a moment the variables in a nitriding recipe. The first variables are temperature and time. Together these include the periods of increasing temperature, peak temperature and decreasing temperature. In a single stage recipe, this might be a consistent rise to a stable temperature, which is then maintained for a certain period of time and then consistently falls to an ambient temperature.
In a two stage recipe, the temperature might rise to a certain point at which time the anhydrous ammonia enters the chamber for a certain amount of time before the temperature begins to rise again to the peak temperature for a certain amount of time and then the anhydrous ammonia is pulled out of the chamber for the decrease in temperature. This essentially involves gas flow at 2 different temperatures and the rise in temperature between them. In such a recipe, far more smaller nitride needles may be formed at the lower temperature in a more diffuse pattern. Once the temperature increases, these needles will then grow larger much more rapidly than they were growing at the lower temperature. In a single stage recipe without this lower temperature stage, less needles that are larger may form. Each recipe can have a different effect on the compound layer and ultimately the corrosion resistance and sound.
Gas Flow
Beyond temperature and time, we must also consider gas flow and the specific gases used. Typically inert gases are used during the increase in temperature and sometimes during the decrease in temperature however sometimes oxygen is allowed to enter the furnace during the decrease in temperature before ambient temperature is reached.
Relative to time, lower gas flow might require longer time periods to reach the same level of nitride needle density as a higher gas flow. Mark has spoken to numerous handpan and pantam drum builders all over the world about their nitriding recipes and has been shocked by how much they can vary to achieve similar results. One builder might achieve the same nitride needle density with only 2-3 hours at a peak temperature as another builder that nitrides for 15+ hours at peak temperature.
Tremendous Variability
There is no doubt that furnace efficiency, forming methods and especially alloy composition also influence this equation very significantly! This is why it can be difficult to attempt adapting another’s recipe to one’s own drums unless the same alloy and furnace is used. While it can require a great deal of hard work and significant investment to develop a nitriding recipe that suits one’s own tastes, this is one of the main variables that has created a wide variety of different tones, timbres and characteristics of the many different handpan in the world. Even once a builder develops a nitriding recipe that they prefer for their drums, they must always be willing to adapt to the deviating results of each batch of shells or even each shell within a batch. This is the one of the main reasons that each handpan drum is indeed a unique creation.
As time goes on, the spectrum of nitriding possibility is bound to only grow as more and more builders explore their own singing steel sound sculptures. We would like to humbly and graciously offer a sincere thank you to everyone for exploring your own unique directions and helping to make this an art form that is diversely rich in sonic character!
References
http://en.wikipedia.org/wiki/Nitriding
An Introduction to Nitriding – ASM International
Hardening Steel by Nitriding – Sabina Scharer and Felix Rohner – PANart AG 2000
A New Material leads to a New Sound – Sabina Scharer and Felix Rohner – PANart AG 2000
The Pang Instruments – Sabina Scharer and Felix Rohner – PANart AG 2000
History, Development, and tuning of the Hang – Sabina Scharer and Felix Rohner – PANart AG 2007





